Hãy nhập câu hỏi của bạn vào đây, nếu là tài khoản VIP, bạn sẽ được ưu tiên trả lời.

| Phương pháp gia công | Dụng cụ cắt | Khối lượng vật liệu bị bóc tách | Chất lượng bề mặt sau gia công |
| Đục kim loại | Búa, đục | Nhiều hơn | Cần gia công tinh lại bề mặt |
| Dũa kim loại | Dũa | Ít hơn | Không cần gia công tinh lại bề mặt |
Bước 1 : Lấy dấu
Dùng mũi vạch dấu lấy đường đục hoặc chiều sâu phải đục trên phôi.
Bước 2 : Kẹp phôi
Kẹp chặt phôi trên ê tô, mặt trên của phôi cao hơn mặt ê tô khoảng 10mm
Bước 3 : Thao tác đục
Đặt lưỡi đục hợp với mặt phẳng cần đục một góc của `30^o`. Đánh búa nhẹ nhàng bằng cánh tay kết hợp với cổ tay cho lưỡi đục ăn vào phôi. Tiếp tục đánh búa mạnh và đều cho đến khi đục hết lớp kim loại.
Mắt luôn nhìn theo lưỡi đục để điều chỉnh chiều sâu đục đều nhau.
1.
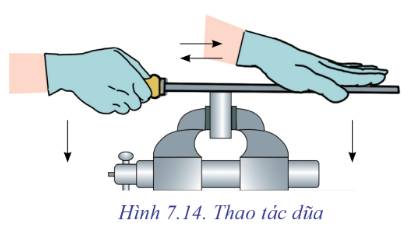
Chuyển động tịnh tiến lên trước để cắt gọt.
Chuyển động kéo về đồng thời dịch chuyển sang ngang \(\dfrac{1}{3}\) chiều rộng dũa.
2.
Lực ấn lên đuôi dũa và đầu dũa không đều nhau bề mặt gia công sẽ không bằng phẳng, không mịn, chỗ thấp chỗ cao, không đạt đúng yêu cầu.
3.
Bước 1. Kẹp phôi
Kẹp chặt phôi trên ê tô giống như khi đục.
Bước 2. Thao tác dũa
Dùng 2 tay ấn đều cán dũa và đầu dũa, đồng thời đẩy dũa tịnh tiến lên phía trước để cắt gọt. Khi gần hết chiều dài lưỡi cắt, kéo dũa về với tốc độ nhanh hơn, đồng thời dịch chuyển sang ngang khoảng 1/3 chiều rộng dũa. Các thao tác dũa được lặp đi lặp lại.
Tham khảo
1.Chuyển động tịnh tiến lên trước để cắt gọt. Chuyển động kéo về đồng thời dịch chuyển sang ngang 1/3 chiều rộng dũa.
2. Lực ấn lên đuôi dũa và đầu dũa không đều nhau bề mặt gia công sẽ không bằng phẳng, không mịn, chỗ thấp chỗ cao, không đạt đúng yêu cầu.
3.Bước 1. Kẹp phôi
Kẹp chặt phôi trên ê tô giống như khi đục.
Bước 2. Thao tác dũa
Dùng 2 tay ấn đều cán dũa và đầu dũa, đồng thời đẩy dũa tịnh tiến lên phía trước để cắt gọt. Khi gần hết chiều dài lưỡi cắt, kéo dũa về với tốc độ nhanh hơn, đồng thời dịch chuyển sang ngang khoảng 1/3 chiều rộng dũa. Các thao tác dũa được lặp đi lặp lại.
- Cưa kim loại là dạng gia công thô dùng lực tác động làm lưỡi cưa qua lại để cắt vật liệu.
- Cưa dùng để cắt bỏ phần thừa hoặc chia phôi ra các phần(còn gọi là gia công thô)
- Dũa dùng để tạo độ nhẵn, phẳng trên bề mặt nhỏ khó làm được trên máy công cụ.
- Dũa tạo ra các bề chi tiết đảm bảo độ bóng và độ chính xác theo yêu cầu (còn gọi là gia công tinh)
Câu 4: Trả lời:
- Dụng cụ đo và kiểm tra: thước đo độ dài ( thước lá, thước cặp,...), thước đo góc (êke,ke vuông, thước đo góc vạn năng,....).
- Dụng cụ tháo lắp, kẹp chặt: êtô,kìm,cờ lê, tua vít, mỏ lết,...
Câu 8: Trả lời:
Các tính chất cơ bản của vật liệu cơ khí là:
- Tính lí học
- Tính hóa học
- Tính cơ học.
- Tính công nghệ.
CÂU 1: Các tính chất cơ bản của vật liệu cơ khí:
- tính chất cơ học: tính cứng, dỏe, bền.
- tính chất vật lí: tính dẫn điện, dẫn nhiệt, nhiệt độ nóng chảy, khối lượng riêng.
- tính chất hóa học: tính chịu axit và muối, tính chống ăn mòn.
- tính chất công nghệ: tính đúc, hàn, rèn, cắt, gọt,...
CÂU 2:
- những vật liệu cơ khí: cao su, chất dẻo, kim loại, phi kim loại,...
CÂU 4:
- mối ghép tháo đc gồm mối ghép bằng ren, then và chốt.
CÂU 7:
-đặc điểm: cấu tạo đơn giản, dễ tháo lắp.
- ứng dụng: dùng rộng rãi trong các mối ghép cần tháo lắp.
CÂU 8: dao,...
cau 1 dẫn nhiệt dẫn điện tốt , không bị axit ăn mòn , không bị oxi hóa , dẻo dễ dát mỏng